
................................................Return to Harv's Index Page
.....................Previous Page..................................................................Next Page.
.........................................................--- The Frame ---
.................................
Almost all of the roll cage is 1 5/8x.120 dom. (1.93 lb. per foot). Rectangular tubing is usually faster to cut and easier to fit and weld. The welds are all straight lines. The round tubing welds are all arcs. The rectangular tubing is more rigid out of column so an impact transfers more stress to the welds. I'm not an engineer but I was a mechanic/ welder in construction for over 40 years and I've seen those boys tear a lot of things up. Round tubing seems to bend first. Rectangular seem to break at the weld more often. Same for things that flex.
.........................
If you use gussets at the welds, especially the ones made from the same size tubing (using 2 sides and a back) on your rect. tube, the joint gets much stronger and starts breaking the tubing at the end of the welds. Name your own poison. If you have to bend the rect.tube you may have a hard time getting it bent. The round tubing bender may be easier to find. Before you lay it out, try to find out what the radii will be. The better benders have fixed radii dimensions.
........................................................
The shoulder harness brackets are what you see from the rear. They have 3/16" plates welded to 1 5/8"dom. These are welded to the angled down tubes.
.........................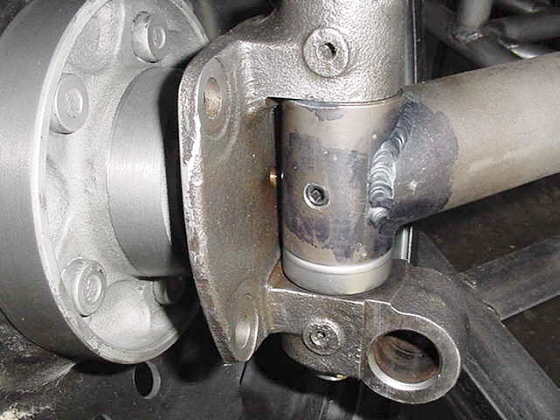
I made the front axle from 2" 4130N .188"wall. The king pin bosses were machined from 2" shafting . 4140 maybe, I'm not sure of the material and it was a lot of work to turn them down and drill the hole. The bosses were Tig welded to the tubing. I bored them .020 under and then reamed them to size after I welded them to the axle. The welding did change the bore a little.
I milled the hole for the pin lock ( a mistake) . It removed a lot of material in a critical area. I welded the hole back up and drilled and tapped the pin boss for a 3/8"u.c. x1/2 socket head set screw (see above). It fit the pin slot nicely. Much, much easier!
.........................................................................Next Page